Machining Time Reduction: 19 minutes to 15 seconds
THE CHALLENGE
One of our customers was manufacturing hydraulic valve bodies made of Cast Iron grade 250 using a CNC horizontal milling machine. The valve bodies required recess in (8) positions, and previously the customer used a carbide cutter to interpolate each of the recesses individually. This was extremely time consuming with a cycle time of 20 minutes per bore.
OUR SOLUTION
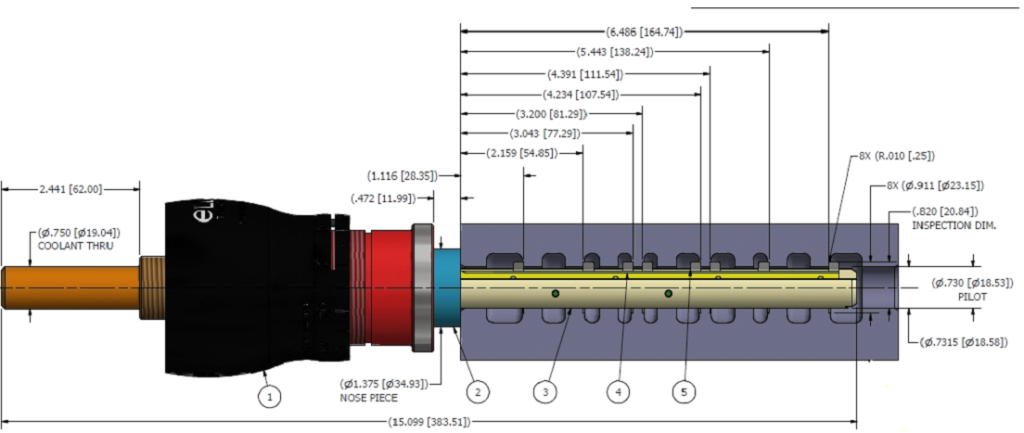
After assessing our customer’s problem, we decided to recommend our Internal Recessing Unit. Here are the statistics of our IRU recessing operation:
Speed: 300 RPM
Cutting feed: 0.003”/rev (0.76mm/rev)
Total cycle time: 15 seconds
Tool life: 600 bores before regrinding
FINAL RESULTS
The IRU recessing system produced all (8) “land face” cuts in 1 pass, maintaining the 0.003” (0.07mm) positional tolerance between the grooves. The time savings was 19 minutes and 45 seconds or an 8,000% time savings. This time savings eliminated the need for our customer to purchase another expensive CNC horizontal milling machine.
Time Savings: 8000%
Machining Time Reduction: 19 minutes to 15 seconds
If you made it this far..... might as well give it a share!