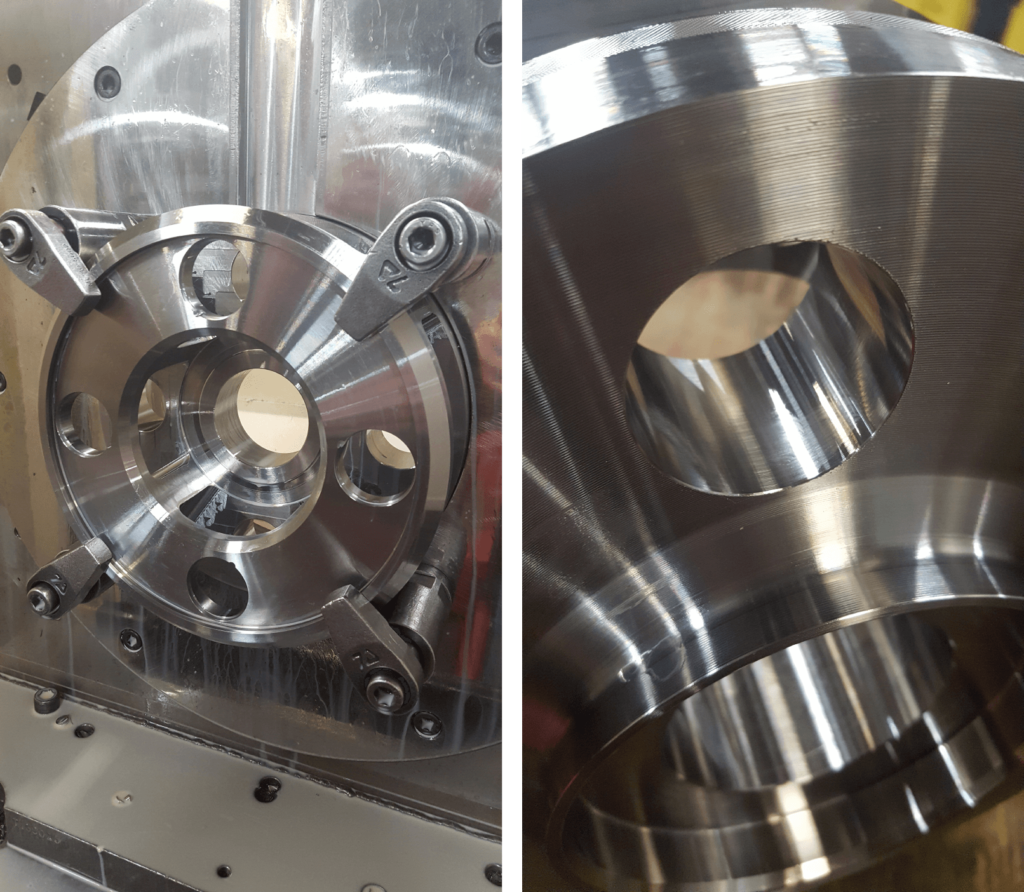
The size is running to the mean of the tolerance and yielding a Ra of 14 on the finish and because of the chip breaker there are no longer problems with chips wrapping around the part. This is beneficial because chips can affect surface finish or cause problems with tool changes.