High Performance Reaming – Cycle Time Reduction On a Hydraulic Part
Challenge Details
Slow & inconsistent results from a competitors reamer
Poor surface finish from chip balling
Material: 1045 Steel
Objective
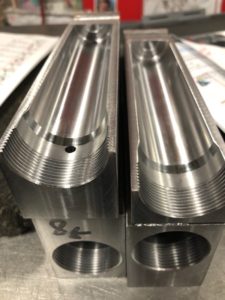
Propose a solution for machining ∅1.2475″ (31.673mm) bore on a hydraulic part in a horizontal mill. Previously, this was accomplished with a solid carbide reamer at 37 seconds per part.
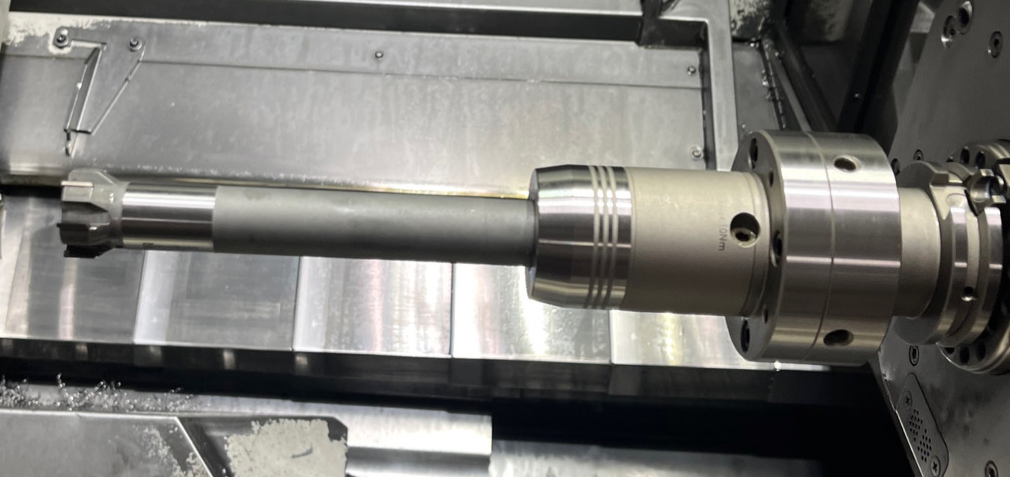
The Solution
Monaghan proposed the use of a Diatool monoblock expandable cermet reamer with a module 80 compensation holder. The Diatool reamer ran at 1500 RPM and 50 ipm with a new cycle time of 7 seconds.