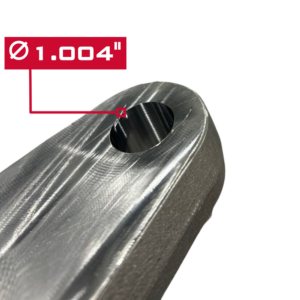
Replace single point boring with a more stable process machining a railroad tie puller part. The goal was to increase tool life and hold size without the need for operator adjustment.
Previously, a single point boring process was used resulting in poor tool life and the constant need to make size adjustments.
Solution
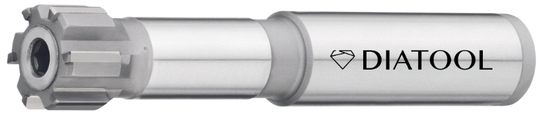
The Diatool team recommended a∅25.367mm diameter Diatool non-expandable cermet tipped monoblock reamer with straight flutes and G01 bevel lead. The reamer ran at 1500 RPM and cut 60 IPM. The Diatool reamer came set to size and ready tocut on the first part.