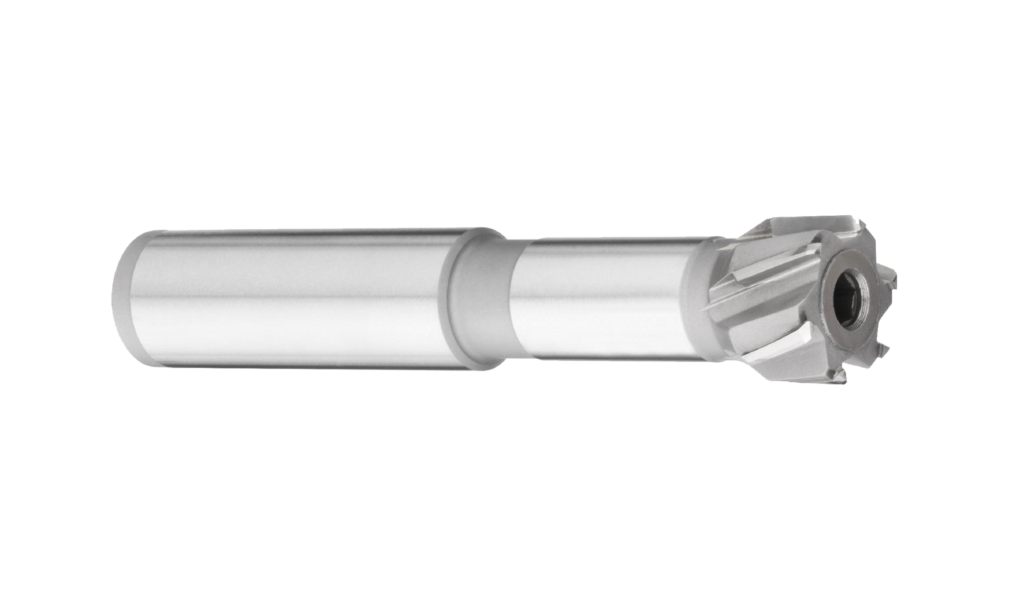
This manufacturer was reaming a bore on a steering fork made out of case-hardened steel on a horizontal index lathe. The bore diameter was 15-0,027 mm with a pre reaming operation of drilling, prebore Ø14,8mm. The yearly production of this steering fork was 100,000 parts.