ER Hydraulic Compensation Chucks for Precision Machining
Diatool’s ER Hydraulic Compensation Chuck is an innovative solution that converts ER collet systems to a hydraulic interface, maximizing precision and reducing run-out.
Product Highlights of ER Hydraulic Compensation Chucks
Adapts to ER collet chucks from ER20 to ER40.
Adapt your current ER collet systems to use hydraulic clamping with compensation adjustment. Hydraulic clamping provides repeatable total indicated run-out of cutting tools without constant radial adjustments when worn tools are replaced.
It’s a one-time setup. Since it’s a hydraulic application, there’s no need to re-indicate for every tool change.
Adjust for any spindle run-out, ensuring maximum accuracy for tight-tolerance reaming or drilling applications.
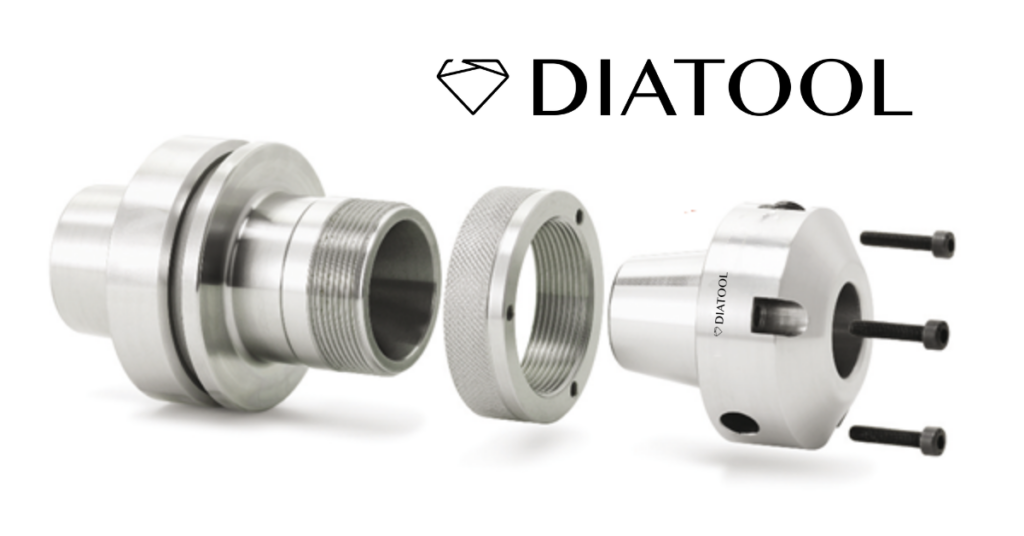
Diatool’s ER Hydraulic Compensation Chuck installs in minutes:
Clean all contact areas-on ER holder and ER-Hydraulic with a solvent. This is to ensure a good contact surface and minimum run-out.
Mount the ring nut on the ER holder.
Mount the ER-Hydraulic into the ER holder. Make sure to reach a good conical contact surface by twisting the parts together.
Adjust the position of the ring nut to fit with the mounting screws. Make sure to leave a gap of approx. 0.5 mm between the ring nut and ER-Hydraulic, which will allow for adjusting of the run-out.
Apply some thread locking adhesive to the 3 mounting screws (we recommend Loxeal 55-03 or similar). Mount the 3 mounting screws and lightly tighten (Max 5 Nm).
Adjusting and repeatability: When cleaning all surfaces and mounting according to above procedure, a run-out within < 0.020 mm should be reached. lf the run-out is higher than > 0.030 mm we recommend taking the parts apart and re-assemble.
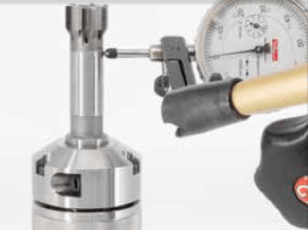
A flexing will occur when adjusting the run-out and releasing the hydraulic pressure but this flexing becomes smaller and smaller. Follow the short instruction below to adjust the run-out of your holder. Mount the reamer in the holder and tighten the pressure screw fully.
Set up the holder and check the run-out which should be < 0.020 mm.
Adjust the run-out by lightly tightening all screws. In the first run, adjust to about half the original run-out error (no need to spend more time), that is in the case of 0.020 mm run-out adjust to < 0.010 mm.
Release the hydraulic pressure, clamp again and check the run-out
Adjust the run-out again, release, clamp and check again until you reach your desired run-out. You reach a good repeatability if this is done 2-3 times.
Easy Installation
Diatool’s ER Hydraulic Compensation Chuck installs in minutes:
Clean all contact areas-on ER holder and ER-Hydraulic with a solvent. This is to ensure a good contact surface and minimum run-out.
Mount the ring nut on the ER holder.
Mount the ER-Hydraulic into the ER holder. Make sure to reach a good conical contact surface by twisting the parts together.
Adjust the position of the ring nut to fit with the mounting screws. Make sure to leave a gap of approx. 0.5 mm between the ring nut and ER-Hydraulic, which will allow for adjusting of the run-out.
Apply some thread locking adhesive to the 3 mounting screws (we recommend Loxeal 55-03 or similar). Mount the 3 mounting screws and lightly tighten (Max 5 Nm).
Adjusting and repeatability: When cleaning all surfaces and mounting according to above procedure, a run-out within < 0.020 mm should be reached. lf the run-out is higher than > 0.030 mm we recommend taking the parts apart and re-assemble.
A flexing will occur when adjusting the run-out and releasing the hydraulic pressure but this flexing becomes smaller and smaller. Follow the short instruction below to adjust the run-out of your holder. Mount the reamer in the holder and tighten the pressure screw fully.
Set up the holder and check the run-out which should be < 0.020 mm.
Adjust the run-out by lightly tightening all screws. In the first run, adjust to about half the original run-out error (no need to spend more time), that is in the case of 0.020 mm run-out adjust to < 0.010 mm.
Release the hydraulic pressure, clamp again and check the run-out
Adjust the run-out again, release, clamp and check again until you reach your desired run-out. You reach a good repeatability if this is done 2-3 times.