When it comes to precision metal finishing and other manufacturing processes like milling and drilling, the materials and tooling you use matter. Solid carbide tools…
So you want to become an excellent manufacturing engineer? This competitive field requires certain key characteristics to stand out from the crowd. As manufacturing processes…
Фінансова незалежність це період, за котрого держава може сама розпоряжатися персональними грошима, не розраховуючи на зовнішні позики і грошову допомогу. В період інтеграції та міждержавних…
In the expansive world of CNC machining, precision is paramount. Manufacturing engineers, always in search of solutions to enhance precision and reduce costs, frequently find…
Micro drilling or micromachining is very important in a variety of industries and applications. Working to machine small and delicate components is technically difficult and…
CNC machining is a vital part of the ever-evolving industry of manufacturing. It’s estimated that about 12.5 million workers are currently employed in the manufacturing…
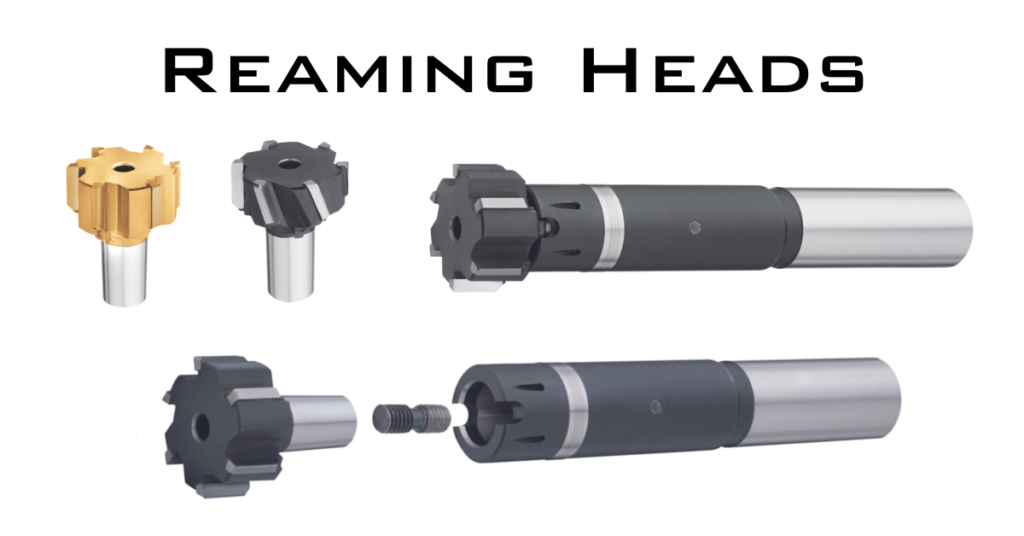
Large diameter high performance reamers are an integral part of the manufacturing industry, being used for a variety of applications. They are capable of holding…
Machining and manufacturing have become an industry to be reckoned with in the United States. According to Production Machining, United States manufacturing would be the…
Meeting part specs is an everyday challenge for Manufacturing Engineers. Rejected and scrapped parts can have devastating effects on a bottom line. When it comes…
Metalworking can be difficult and dangerous if proper safety precautions aren’t taken. One of the most important safety measures is using lubricants. According to research,…